Станок для гибки арматуры своими руками – описание устройства. Пошаговая инструкция по изготовлению, перечень необходимых материалов и инструментов.
Для чего необходимо гнуть арматуру и как это лучше сделать
Как известно, бетонные конструкции плохо переносят нагрузки на изгиб, под воздействием которых они начинают разрушаться. Чтобы избежать таких негативных последствий, бетонные конструкции укрепляют при помощи каркасов из стальных прутков, а с недавнего времени для этих же целей стали использовать и композитную арматуру. Без армирующего каркаса почти невозможно сделать надежный фундамент для любого строения, а также бетонные конструкции, испытывающие в процессе эксплуатации механические нагрузки.
Наиболее слабыми местами в любом арматурном каркасе являются места стыков прутков, что особенно актуально для угловых соединений, создание которых путем пересечения прямых арматурных прутков является серьезным нарушением технологии.

Усиление арматурного каркаса посредством гнутых стержней
Угловые участки армирующего каркаса, сформированные таким неправильным образом, значительно ослабляют бетонную конструкцию и могут привести к ее расслоению. Именно поэтому для подобных соединений необходимо гнуть и укладывать арматуру таким образом, чтобы на каждый примыкающий к ней пруток образовывался нахлест величиной минимум 80 см. Гнутые арматурные элементы используются не только для создания каркасов для фундамента, их также применяют в качестве соединительных элементов, которые эксплуатируются под воздействием растягивающих нагрузок (крюки различного назначения, лапки и др.).
О том, как согнуть арматуру таким образом, чтобы она при этом не лишилась своих первоначальных прочностных характеристик, знают только специалисты. При этом важно иметь в виду, что своими руками допускается гнуть только арматуру из металла, но не из композитных материалов (информацию о том, чем резать стеклопластиковую арматуру, можно найти в конце статьи).

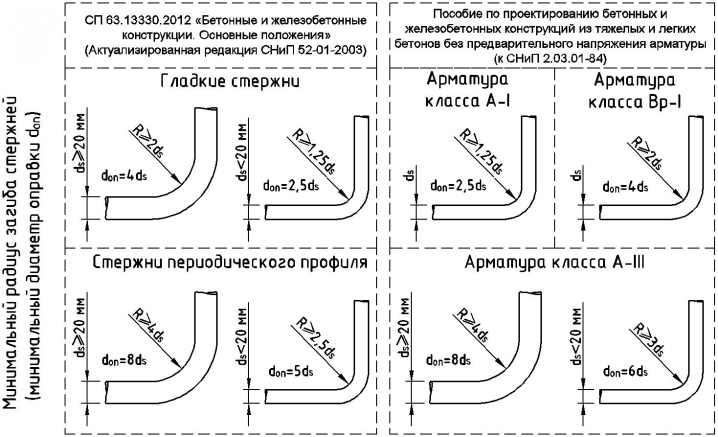
Минимальный радиус загиба арматурных стержней
Гибку арматуры для получения надежного каркаса для фундамента следует выполнять только механическим способом, избегая образования острых углов в месте изгиба. Радиус закругления прутков, который формируется в месте изгиба, должен иметь величину в интервале 10–15 диаметров самого изделия.
Те, кто выполняет гибку арматуры своими руками, часто совершают следующие грубые ошибки:
- делают надпил или надрез места сгиба, чтобы облегчить себе работу (такой надрез, нарушая структуру металлического прутка, значительно ослабляет конструкцию каркаса);
- место, где необходимо выполнить изгиб, предварительно нагревают при помощи паяльной лампы или помещая пруток в костер.
После выполнения надреза или нагрева прутка в домашних условиях его обычно гнут при помощи подручных средств – кувалды, молотка, куска трубы и др. Естественно, что все подобные процедуры приводят к ослаблению и разрушению арматурной конструкции. Чтобы сохранить ее прочностные характеристики, гнуть элементы, из которых она состоит, необходимо только в холодном состоянии и не нарушая целостности их структуры, ели это дополнительно не оговорено в проектной документации.
Источник: http://met-all.org/metalloprokat/sortovoj/kak-gnut-armaturu-v-domashnih-usloviyah.html
Как согнуть арматуру в домашних условиях: варианты, советы, видео
Вопрос о том, как можно гнуть арматуру не только в производственных, но и в домашних условиях, интересует многих из тех, кто самостоятельно занимается строительством на своем приусадебном участке. Актуальность такого вопроса обусловлена тем, что от правильности выполнения этого процесса во многом зависят надежность и долговечность возводимых строений и бетонных конструкций любого назначения.

Армирование угла ростверка с использованием гнутых элементов
Источник: http://phone-trade.ru/fundament/chem-gnut-armaturu-dlya-fundamenta.html
Минимальный – максимальный радиус загиба стержней (минимальный диаметр оправки) Арматура класса Рђ500РЎРџ РЎРўРћ3654501-005-2006, гладкие стержни, стержни периодического профиля, РЎРџ 63.13330.2012/РЎРќРёРџ5201-2003, арматура класса A-I, Bp-I, A-III РџРѕСЃРѕР±РёРµ Рє РЎРќРёРџ2.03.01-84.
Откроется в полном размере по клику в новом окне:
 Арматура класса А500СП СТО3654501-005-2006, гладкие стержни, стержни периодического профиля")
Откроется в полном размере по клику в новом окне:
 арматура класса A-I, Bp-I, A-III Пособие к СНиП2.03.01-84.")
Автор – Armin cВ “forum.dwg.ru” -В СЏРІРЅРѕ большая голова!
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Начинка: KJR Publisiers
Консультации и техническая
поддержка сайта:
Zavarka Team
Проект является некоммерческим. �нформация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator

Источник: http://dpva.ru/Guide/GuideMatherials/BuildingMaterials/SteelReinforcement/MinimumRadiusSteelReinfgorcement/
Виды станков и их особенности

Арматура для железобетонных конструкций: а – стержневая, класса А-II; б – класс А-III, А-IV, А-V и А-VI; в – проволочная, класса Вр-II; г – арматурные канаты.
Такие станки могут быть пневматическими, гидравлическими, ручными, электромагнитными и электромеханическими. Самые простые – это ручные станки, они удобны тем, что вес их не очень большой и есть варианты переносных конструкций. Конечно, бывают и ограничения, то есть вы сможете их использовать только для того, чтобы гнуть арматуру диаметром не больше 14 мм. Такие станки не годятся для большого объема работ, но для частного строительства вполне подходят.
- Стационарные станки с механическим приводом для сгибания арматуры фундамента увеличивают объем производимых работ, к тому же они могут гнуть и арматуру большего диаметра, чем обычные ручные.
- Для более качественной и упрощенной работы при больших объемах лучше использовать станки, не требующие применения силы, такие как гидравлические и пневматические аппараты. Их обычно используют в цехах, где производятся металлоконструкции, куда вы можете подъехать и где за определенную плату вам выполнят необходимую работу в короткие сроки.
Гидравлический гибочный станок идеально подходит для изготовления сложных металлических конструкций во время устройства фундамента. Он позволяет гнуть арматурные стержни более качественно. После сгибания на поверхности стержня не остается ни складок, ни изломов, угол сгиба может доходить до 180°.
Источник: http://seventools.ru/oborudovanie/kak-sognut-armaturu-dlya-fundamenta.html
Как построить угол 90 градусов с помощью циркуля и линейки или линейки
На этой странице мы покажем, как построить (нарисовать) угол в 90 градусов с помощью циркуля и линейки или линейки. Есть разные способы сделать это, но в этой конструкции мы используем свойство Теорема Фалеса. Создаем круг, в котором вершина искомого прямого угла — это точка на окружности. Теорема Фалеса гласит, что любой диаметр круга подает под прямым углом к любой точке окружности.
Пошаговые инструкции для печати
Вышеупомянутая анимация доступна как распечатываемый лист с пошаговыми инструкциями, который можно использовать для изготовления раздаточных материалов или когда компьютер недоступен.
Объяснение метода
На самом деле это та же конструкция, что и при построении перпендикуляра в конечной точке луча. Другой способ сделать это —
Проба
Эта конструкция работает с использованием теоремы Фалеса. Он создает круг, где вершина желаемого прямого угла является точкой на окружности.
| Аргумент | Причина | |
| 1 | Отрезок AB равен диаметру центра окружности D | AB — прямая линия, проходящая через центр. |
| 2 | Угол ACB имеет размер 90 °. | Диаметр круга всегда образует угол 90 ° с любой точкой (C) на окружности. См. Теорему Фалеса. |
— Q.E.D
Попробуйте сами
Щелкните здесь, чтобы распечатать лист с двумя проблемами, которые можно попробовать. Когда вы перейдете на страницу, используйте команду печати браузера, чтобы распечатать столько, сколько хотите. Печатная продукция не защищена авторскими правами.
Другие конструкции, страницы на сайте
линий
Уголки
Треугольники
Правые треугольники
Центры треугольника
Окружности, дуги и эллипсы
Полигоны
Неевклидовы конструкции
(C) Открытый справочник по математике, 2011 г. Все права защищены.
.
Источник: http://nicespb.ru/stanki/kak-sdelat-armaturogib.html
Откуда брать идеи?
На этот вопрос ответить однозначно нельзя. Кто-то, увидев в одном месте случайно оказавшиеся детали, представляет, как они будут сочетаться вместе, если их объединить в общую композицию. Другой целенаправленно едет на пункт приема металлолома и бродит вокруг гор этого хлама в поисках подходящей детали для выбранной скульптуры.
Почерпнуть идеи или просто взять за основу чью-то уже реализованную задумку можно из специализированных книжных изданий, которые посвящены поделкам из металла. Нет ничего зазорного в том, чтобы создать понравившуюся вещь из имеющихся в хозяйстве подручных материалов.
В любом случае поделки из металла своими руками, созданные по имеющемуся чертежу или эскизу, будут оригинальными. Сварка – это не копирование, а своего рода творчество. Любой сварной шов, который выполнен с декоративным замыслом и повторяет узор или композицию, воспринимается как своеобразный шедевр.

Источник: http://instanko.ru/drugoe/armaturogib-svoimi-rukami.html
Общие правила
Арматура гнётся холодным методом – без нагрева над газовой горелкой или в костре (либо мангале). Это относится в том числе и к стали – при нагреве она меняет свои свойства, в частности, теряет прочность, гнуть её в таком состоянии нельзя. Композитные материалы, стеклопластик попросту подгорят и рассыпятся, стоит вам нагреть прут хотя бы до нескольких сотен градусов.
Не подпиливайте место сгиба – арматура не должна иметь острых углов. Недопустимо её резко гнуть и под тупым углом при нагревании, как иногда сгибают трубы. Такие способы облегчения приведут к преждевременному (в разы) разрушению всей конструкции.
Радиус сгибания арматуры должен быть равен 10-15 диаметрам прута. Неважно, гнётся прут в кольцо или дугу, меньше брать диаметр не рекомендуется: усилий потребуется больше.
Так, радиус сгибания прута на 90 градусов диаметром 12 мм составляет 12-18 см, для 14-миллиметрового прута – 14-21 см, для толщины в 16 мм – 16-24 см. При создании 180-градусного (U-образные скобы, после обтачивания концов которых на них нарезается резьба под гайки) или 360-градусного изгиба действует такой же нормативный радиус.
Больший радиус, наоборот, хоть и сохранит целостность прута, не придаст ему достаточной упругости.
Исключение составляет лишь кольцо, концы прута на котором сварены, или арочная (скруглённая сверху) конструкция из множества прутов, используемая для создания стенных (дверных) сводов и потолочно-крышных куполов.

Сталь, несмотря на относительную неломкость по сравнению с теми же алюминиевыми сплавами, углеродистым и серосодержащим железом, может дать небольшой надлом, нагревшись при этом от внутреннего трения, что нарушает технологию на 100% холодного сгибания. Некоторые сорта стали повредить нетрудно. Оттого и принят норматив по радиусу сгибания. К стекловолокну подходят ещё осторожнее – подобно стеклотекстолитовым листам, стеклопластик даёт «размытый» надлом, точную середину которого определить невозможно. О нём свидетельствует смена блеска поверхности прута в месте сгибания на матовый отлив.

Источник: http://stroy-podskazka.ru/dom/stroyka/sognut-armaturu/
Общие правила гибки прутка
Для выполнения определенных задач применяются гнутые изделия разнообразной формы: Г и П-образные элементы для армирования плит перекрытий и стен, хомуты для армирования колонн и балок, петли, “эски” и прочие конфигурации. Но правила получения всех этих элементов общие. Перечислим и охарактеризуем их:
- Для сильно нагруженных конструкций выполняется исключительно холодная деформационная гибка стальной арматуры. При этом методе металл сохраняет первоначальную прочность и свойства.
- При изготовлении неответственных конструкций и декоративных элементов допускается горячая гибка – с предварительным прогревом прутков в месте сгиба примерно до 800 °С. Готовая деталь должна остывать на воздухе естественным способом, потому что при отпуске в воде металл меняет структуру (становится закаленным) и приобретает нежелательную хрупкость.
- Не допускается подпиливание или подрезка в месте будущего сгиба для облегчения работы и получения острых углов. Долговечность и надежность изделий из арматуры с нарушенной целостностью снижается в разы.
- Процесс сгибания желательно выполнять одним плавным движением с применением постоянного усилия.
- Радиус загиба арматуры имеет значение для сохранения прочности готовой детали, отсутствия трещин и переломов материала. Нормативной отраслевой документацией определяется минимально допустимый радиус загиба арматурных стержней. На его величину влияет класс арматуры, диаметр рабочих заготовок, вид профиля (гладкий, периодический). Оптимальным радиусом считаются значения в пределах 2-4-кратного увеличения диаметра сгибаемого стержня. Исполнение меньшего радиуса требует приложения больших усилий, при значительном превышении оптимального радиуса согнутое изделие лишается необходимой упругости.

Требования к минимальному радиусу загиба стержней периодического и гладкого профиля.
Источник: http://vseoarmature.ru/armirovanie/kak-gnut-armaturu
Металлическая или стеклопластиковая арматура?

Сегодня производители предлагают два вида арматуры: металлическую и стеклопластиковую. Металлические прутки представляют собой стержни с ребристой или гладкой поверхностью. Ребра обеспечивают более плотное сцепление с бетоном. Такой тип арматуры очень прочен и в то же время достаточно упруг, однако металл может со временем проржаветь. Для производства стеклопластиковой арматуры используется специальное базальтовое или стеклянное волокно. Такие прутки обладают значительно меньшим весом и стоят дешевле. Кроме того, волокно не подвержено коррозии и выдерживает почти любые температуры. Также такая арматура достаточно прочная, и ее непросто разорвать. Недостатком таких прутков является невозможность сгибания непосредственно на стройке. Гибку нужно заказывать у производителя, что не всегда удобно или выгодно.
Источник: http://kuatro.ru/montazh-i-vidy/chem-gnut-armaturu-dlya-fundamenta.html
Устройства для гибки арматурных прутков
Приспособлений и несложных станков, позволяющих своими руками гнуть любую арматуру, изобретено достаточно много. Все подобные устройства работают по схожему принципу, а их отличия состоят в конструктивном исполнении и технических характеристиках, наиболее значимой из которых является наибольший диаметр сгибаемого прутка.

Принцип работы станков для гибки арматуры
Арматура, которую требуется гнуть, закрепляется на таком станке между двумя роликами: центральным и упорным. Сам процесс гибки осуществляется за счет воздействия на пруток третьего ролика, который так и называется: гибочный. Воздействуя на пруток в процессе гибки (она может выполняться как по часовой стрелке, так и в обратном направлении), гибочный ролик позволяет получить на изделии требуемый угол изгиба. Упорный ролик или вал выполняет ограничивающую функцию, благодаря ему арматура деформируется не по всей длине, а только в том месте, где требуется сформировать изгиб.
На сегодняшний день используется две категории таких станков:
- устройства, приводимые в действие вручную;
- модели с механическим приводом.

Ручные станки для изгиба арматуры
Конструктивная схема станков, оснащенных механическим приводом, выглядит следующим образом. На вал устройства, расположенный вертикально, насажен диск, на поверхности которого зафиксированы центральный и изгибающий пальцы. Ролик, в который упирается арматурный пруток в процессе гибки, зафиксирован на стойке станка. Арматуру с использованием такого станка гнут по следующей схеме: пруток размещают между центральным и изгибающим пальцами; при вращении диска в горизонтальной плоскости пруток упирается в упорный ролик и под воздействием изгибающего пальца начинает гнуться вокруг центрального ролика. Изгибающий палец в процессе гибки перемещается по наружной стороне формируемого изгиба.
Станки, конструкция которых описана выше, могут отличаться друг от друга своей мощностью и производительностью, а по назначению подразделяются на три основные категории:
- модели для гибки легкой арматуры с диаметром 3–20 мм;
- устройства для работы с тяжелой арматурой (20–40 мм);
- модели для гибки сверхтяжелых арматурных прутков (40–90 мм).

Арматурогибочный станок PF32
На станках, относящихся к последней категории, можно одновременно гнуть несколько арматурных прутков. На современном рынке также можно найти универсальное оборудование, технические возможности которого позволяют выполнять гибку металлических прутков в интервале диаметров 3–90 мм. При желании можно найти устройство с гидравлическим приводом, при помощи которого получают сложные арматурные конструкции с переменными углами сгиба и даже формируют из металлического прутка кольцо.
Использование такого оборудования позволяет делать очень качественные изгибы, угол которых может доходить до 180 градусов. Поверхности заготовок, прошедших гибку на таком оборудовании, не имеют складок и изломов, а в их внутренней структуре отсутствует напряжение металла.

Малогабаритный станок легко перенести и закрепить на месте работы
В достаточно большом ассортименте представлены на рынке и ручные приспособления для гибки, среди которых есть как переносные, так и более габаритные модели. Чтобы гнуть в домашних условиях арматуру, можно приобрести как специализированное ручное приспособление, так и трубогиб. Такие несложные устройства, позволяющие выполнять различные изгибы арматурных прутков, диаметр которых не превышает 14 мм, монтируют на поверхности рабочего стола или верстака. Для оснащения домашней мастерской этот вариант вполне подойдет, но, если необходимо выполнять большие объемы работ по гибке арматуры, лучше приобрести более серьезный станок.
На выбор оборудования, при помощи которого арматуру можно гнуть в домашних условиях, оказывают влияние преимущественно два фактора: диаметр прутков и объем работ, который вам требуется выполнять. При гибке различные части арматурного прутка подвергаются нагрузкам разной направленности: внешняя поверхность изгиба – растяжению, внутренняя – сжатию. Такие нагрузки, если неправильно выбрать и настроить станок, могут привести не только к появлению дефектов на поверхности прутка (изломов и складок), но и к его разрушению. Именно поэтому выбирать станок для гибки следует с учетом всех характеристик арматуры, которая на нем будет обрабатываться, и параметров формируемых изгибов. Правильная настройка станка также имеет большое значение для выполнения качественного изгиба арматуры.
Источник: http://met-all.org/metalloprokat/sortovoj/kak-gnut-armaturu-v-domashnih-usloviyah.html
Оригинальные поделки для дачи.
Посмотрите вокруг — в сарае осталась после ремонта металлическая сетка? Отличный материал для садовых светильников.

Завалялись старые ложки — научите сына паять, и он с удовольствием будет вспоминать какие забавные вещи он делал в детстве вместе с отцом.

Ведь подобные поделки для дачи говорят о том, что мы не только умеем хорошо работать, но и способны весело и от души отдыхать.

Создайте себе настроение — сделайте на даче свой вариант оригинальных поделок для сада.
Источник: http://instanko.ru/drugoe/armaturogib-svoimi-rukami.html
Наиболее распространенные ошибки
Домашние мастера, которые предпочитают самостоятельно гнуть арматуру, чаще всего совершают следующие ошибки:
- Надрез в месте сгиба. Чаще всего небольшой надрез или надпил делается для того, чтобы работа шла легче. Надрезанный пруток серьезно ослабляет всю конструкцию, что может привести к негативным последствиям.
- Нагрев места сгиба. Нередко металлопрокат нагревают с помощью паяльной лампы или открытого огня для облегчения процесса гибки. Это прямое нарушение технологии, так как арматура должна гнуться в холодном состоянии.
- Гнутье с помощью неподходящих средств. В домашних условиях не применяются профессиональные инструменты для гибки. Их заменяют молотки, кувалды и куски труб. Обработанная подобным образом арматура может разрушиться и не может быть использована в строительстве.
Источник: http://kuatro.ru/montazh-i-vidy/chem-gnut-armaturu-dlya-fundamenta.html
Как согнуть лист металла, оцинковку, профиль
Очень часто при монтаже металлических конструкций необходимо не только резать стальные листы, но и придавать им изогнутую форму. Сделать это можно и в домашних условиях, не тратя средства на услуги третьих лиц. Например, как согнуть лист металла? Для этого нам понадобится деревянный или резиновый молоток, клещи, стол. Если предполагается искривление под углом в 90 градусов, то такого набора инструментов должно хватить. Лист просто свешивается с края стола, после чего равномерными постукиваниями в области изгиба добиваются нужного искривления. Если заготовка относительно мала, то можно воспользоваться тисками, в которых при помощи двух обхватывающих брусков можно прочно закрепить лист металла, а уже после этого искривлять его молотком. При необходимости место изгиба можно прогревать газовой горелкой, но этот способ неприменим к оцинкованным изделиям!
Сгибаем лист металла
Если речь идет о тонком металлическом листе, то можно существенно упростить процедуру сгибания. Для этого в месте сгиба металл «царапается» (используем правило или металлическую линейку, в качестве резака – заостренный кусок ножовочного полотна по металлу). Прорезанный на половину толщины металл впоследствии легко гнется по очерченной линии. Можно сказать, что с тем, как согнуть лист металла, мы почти разобрались.
Гнём оцинковку
Как согнуть оцинковку? Это может быть либо оцинкованный металлический лист, либо уже готовое изделие, например, профиль. Лист изгибают так же, как и при сгибании любого другого металлического полотна. Как согнуть профиль? С ним придется повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно использовать следующий метод: плотно набиваем профиль мелким песком, закупориваем оба отверстия деревянными кольями, и только после этого аккуратно постукивая киянкой изгибаем. Чтобы изогнуть П-образный профиль (это, в принципе, касается и получения листов искривленной формы), необходимо дополнительно использовать предмет-форму, кривизна которого соответствует финишной детали. Для облегчения процесса сгибания можно вырезать в профиле треугольные элементы.

Затем сгибаемое изделие «оборачивается» вокруг предмета равномерными постукиваниями молотком. Важно! Чтобы сгиб был максимально ровным и правильным, удары молотка должны быть легкими и ложиться как можно ближе друг к другу. Как согнуть оцинковку проще? Используя болгарку, делаем один-два разреза в области сгиба (тем самым конструкция временно ослабляется), загибаем изделие, после чего свариваем место изгиба. Такой подход актуально использовать при сгибании профилированных труб и изделий сложной металлической формы. Помним о том, что нагревать оцинкованную сталь для упрощения искривления нельзя!
Пожалуй, одна из самых непростых задач стоит перед людьми, которые думают над тем как согнуть уголок. Чтобы получить цельное изделие придется попотеть, равномерно и неспешно выстукивая поверхность уголка, постепенно выгибая его. Рекомендуется использовать при этом газовую горелку, которой можно прогревать место изгиба. Можно поступить проще – воспользоваться болгаркой как в вышеописанном случае с оцинкованным изделием. Еще проще – купить уже изогнутое изделие, тогда вопрос «как согнуть уголок» отпадет сам собой.
Источник: http://seventools.ru/oborudovanie/kak-sognut-armaturu-dlya-fundamenta.html
Преимущества ручных устройств для гнутья арматуры
Для разовых или постоянных строительных работ небольшого объема всегда будут востребованы приспособления для выполнения гибки своими руками. Эти несложные устройства значительно облегчат работу, сэкономят время мастеров-застройщиков и небольших бригад. Ассортимент промышленных образцов позволяет выбрать оптимальный инструмент для своих запросов, который станет надежным помощником при гибки арматуры.

Пример самодельного приспособления для гнутья арматуры, из двух металлических уголков.
Перечень достоинств ручных устройств для гибки стальных прутов:
- Мобильность, небольшой вес.
- Простота монтажа на любую рабочую поверхность или верстак.
- Возможность работы со стержнями диаметром до 16 мм круглого или квадратного профиля.
- Ценовая доступность.
- Легкая настройка, возможность самостоятельного изготовления или приобретения дополнительной оснастки.
- Не требуется подвод электропитания к рабочей площадке.
- Приспособление делается, при желании, своими руками. Это может быть прутогиб для какой-то простой операции или сложное многофункциональное устройство. Образцов с чертежами от практикующих мастеров в сети достаточно.
Приведенные плюсы перевешивают очевидные недостатки – малую производительность и необходимость приложения значительных физических усилий во время работы с прутогибами.
Источник: http://vseoarmature.ru/armirovanie/kak-gnut-armaturu
Дополнительные советы
Нижеперечисленные нюансы следует учитывать для сохранения прочности каркаса.
Чтобы получить качественный результат, не следует надпиливать сгибаемые прутки или нагревать их. Это приведет к ослаблению и разрушению металла. 
Оборудование нужно выбирать правильно. Если вы попытаетесь согнуть арматуру большего диаметра или не настроите станок, нагрузки на внутреннюю и внешнюю поверхность металла будут не сбалансированы. Возникнут изломы на сгибе и деталь быстро разрушиться.
Сгибать вручную тонкие прутки можно лишь для незначительных строений, ведь радиус сгиба окажется большим. В итоге снизится функциональность конструкции.
Посмотрите интересное видео:
Арматуру, сделанную из композитных материалов, сгибать нельзя. Ее режут болгаркой, ножовкой по металлу либо болторезом.
Если правильно сгибать арматуру, фундамент будет прочным, а дом простоит долгие годы.
Источник: http://phone-trade.ru/fundament/chem-gnut-armaturu-dlya-fundamenta.html
Определение Bend от Merriam-Webster
Чтобы сохранить это слово, вам необходимо войти в систему.
ˈbend bent ˈbent ; bending
переходный глагол
1 : ограничивать или усиливать растяжение путем изгиба
сгибание лука
2a : для поворота или принудительного перехода от прямого или даже к изогнутому или угловому
согните трубу
b : , чтобы придать ей нужную форму
Заднее колесо ее велосипеда погнуло на при аварии.
c : для возврата к исходному прямому или ровному состоянию
согнуть трос
3 : закрепить согнуть парус к его двору 4a : , чтобы вызвать поворот с прямого курса : отклонить согнуть луч света с помощью зеркала b : , чтобы направить или повернуть к : направляет… делает быстрые шаги в направлении штаб-квартиры… — О. Генри c : склоняют, склоняют, склоняют свой разум к буддийской концепции вечности — Кристофер Рэнд d : адаптируются к своей цели : исказить отклонить правила 5 : направить усиленно или с интересом : применить изогнутый к задаче 6 : сделать подчиненным : подчинить отказываясь быть изогнутым
непереходный глагол
1 : для выхода из прямой линии или положения
Дорога поворачивает налево.ветви дерева сгибаются под тяжестью снега сгибаются вниз, чтобы поднять лист бумаги сгибаться вдвое с болью, в частности : , чтобы наклонить тело в знак подчинения сгибаться к королеве
2 : для применения энергично
склонность к своей работе
4 : компромиссный смысл 2 отказ сгибаться под давлением, чтобы изменить склонность к воле богатых сторонников сгибать ухо
: , чтобы поговорить с кем-то на расстоянии
наклониться назад или наклониться назад
: прилагать максимальные усилия
пришлось наклониться назад , чтобы получить эти билеты
1 : акт или процесс сгибания выполнение сгибаний в коленях : состояние сгибания
изящные изгибы готических окон
2 : что-то изогнутое: например,
a : изогнутая часть пути (как ручей или дорога)
Их дом находится внизу по дороге, сразу за поворотом.
3 сгиба множественного числа по форме, но единственного или множественного числа по конструкции : декомпрессионная болезнь также : сильная боль в суставах, возникающая как обычное проявление декомпрессионной болезни — обычно используется с the a случай изгибов вокруг изгиба : сумасшедший, сумасшедший, похоже, пошел за поворот 2 [Среднеанглийский язык, полоса, от древнеанглийского: bend • • • • • • • • 9 000 2 город на реке Дешут в центральном Орегоне. 76 639
.
Источник: http://nicespb.ru/stanki/kak-sdelat-armaturogib.html
Устройство приводного арматурогиба
Выпуском подобной техники занимаются многие отечественные и зарубежные фирмы. Стоит отметить ручные арматурогибы производства Stalex (Польша, линейка DR), Afacan (Турция), отечественные устройства типа LMG от компании Ангстрем с ручным и электрическим приводом, ручные арматурогибы АРГ-1 и пр.
Устройство и работу арматурогиба, оснащённого комбинированным (электрическим и пневматическим) приводом рассмотрим на модели SB6-12 (Китай). Приводной арматурогиб включает в себя следующие узлы:
- Кассету под пруток.
- Ролики для подачи.
- Привод.
- Гибочно-отрезную балку.
- Фиксаторы.
- Встроенный компрессор.
- Гибочный инструмент.
- Пульт управления.
- Узел удаления готового изделия из рабочей зоны.

Арматурогиб работает по следующему принципу. Выбирается требуемая программа гиба из имеющихся, после чего автоматически устанавливаются размеры заготовки и ход гибочно-отрезной балки. Пруток размещают по упорам и включают электродвигатель, в результате чего происходит одновременные рез и правка арматурного стержня. Ролики продвигают на позицию реза следующую часть прутка, которая одновременно перемещает отрезанную заготовку в гибочную матрицу. Ход гибочных ползунков выполняется сжатым воздухом, который подаётся от компрессора. В процессе возвратного хода согнутое изделие при помощи сбрасывателя удаляется из зоны деформирования.
Оборудование подобного класса используется на специализированных предприятиях и крупных мастерских, которые выполняют заказы в массовом количестве.
Источник: http://nicespb.ru/stanki/kak-sdelat-armaturogib.html
Загиб арматурных стержней.
Также для арматуры весьма таки применяют качественные стали 35, 45 и слаболегрованные как правило марганцем и кремнием, напр. Короче, если пруток не термообработан Ст3 и иже с ним , можно согнуть без нагрева.
Но он хилый.
Если же он скорее ломается, чем гнется, то есть термообработан то его надо нагреть, При этом Вы его согнете, но во-первых прахом пойдет термообработка предел текуести снизится раза в 2 а во-вторых наверняка получите отпускную хрупкость первого рода, то есть несмотря на «хилость» пруток будет ломаться, а не гнуться.
Форум Блоги Видео Маркет Рейтинг мастеров. Новые сообщения Новая тема Альбомы Популярные теги Скидки.
Присоединяйтесь к сообществу Мастерград Зарегистрироваться. Форум Инструменты и силовое оборудование Самоделкин или «Как это сделать? Ответить в теме.
Требования к минимальному расстоянию между стержнями арматуры
Сначала новые Сначала старые. Регистрация: Холостяк Просмотр профиля Сообщения пользователя Личное сообщение.
IS Просмотр профиля Сообщения пользователя Личное сообщение. Перевод единиц измерения величин Таблицы числовых значений Алфавиты, номиналы, единицы Математический справочник Физический справочник Химический справочник Материалы тут Рабочие среды Оборудование Инженерное ремесло Инженерные системы Технологии и чертежи Личная жизнь инженеров Калькуляторы.
Поставщики оборудования. Полезные ссылки. Адрес этой страницы вложенность в справочнике dpva. Физические, механические и теплотехнические свойства.
Источник: http://dzgo.ru/raboty/radius-zagiba-armatury-a500s.html
Три метода обвязки арматурного каркаса
Для формирования металлического каркаса основания применяется три метода обвязки:
- Сварка. На первый взгляд, сварка – это самый простой и эффективный способ соединить арматуру, но на практике все выглядит иначе. Во время сварочных работ металл нагревается до высоких температур и деформируется, а это частичная потеря жесткости. Также приходится нанимать профессионального сварщика, который знает о свойствах металла, сможет не пережечь его, а это дополнительные финансовые расходы. Также существует риск разрушения места сварки во время работы промышленного вибратора. Возникают сложности, если гнуть металл неподалеку от места сварки.
- Соединение с помощью гнутой проволоки или пластиковых хомутов (стяжек). Этот метод популярен среди многих застройщиков, так как соединение можно сделать своими руками в считанные минуты. Если применяется гибкая проволока, то для соединения звеньев нужно использовать специальный инструмент. Пластиковые хомуты надежнее проволоки, но стоят дороже. Схема соединения аналогичная, только тогда приходится гнуть прутья под необходимым углом.
- Внахлест. Этот метод подразумевает соединение арматуры внахлест с дальнейшей фиксацией проволокой. Практикуется больше для горизонтальных поясов, сделанных из сетки, а внутри соединения используется вертикальный гладкий прут.
Любой из вышеперечисленных методов можно реализовать своими руками. При этом приходится гнуть металл, что сделать достаточно проблематично, учитывая жесткость арматуры и ее минимальный диаметр для горизонтальных поясов от 12 мм.
Источник: http://kuatro.ru/montazh-i-vidy/chem-gnut-armaturu-dlya-fundamenta.html
Альтернативные способы работы с арматурой
Если вы все-таки собираетесь профессионально изготавливать различные металлоконструкции самостоятельно, то тут стоит посоветовать приобрести недорогой станок заводского изготовления, который будет иметь массу полезных приспособлений в своей конструкции. Обычно такие станки работают на электроприводе и имеют:
- движущаяся часть,
- несколько валов,
- двусторонние упоры.
Посмотреть, как работает такой заводской станок для сгибания стальной арматуры, вы можете на данном видео.
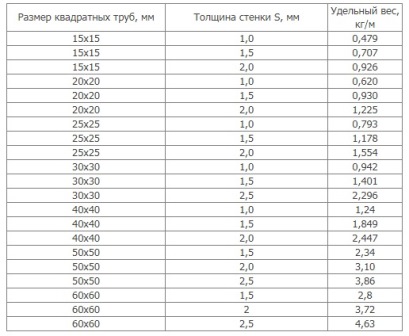
А вот для того, чтобы полностью понимать физику происходящих процессов и не допускать брака в своей работе с различным металлическим профилем, вам пригодится следующая таблица:
Источник: http://molotok34.ru/stanki/kak-zagnut-armaturu.html