Фотоинструкция по самостоятельному изготовлению недорогого профилегиба
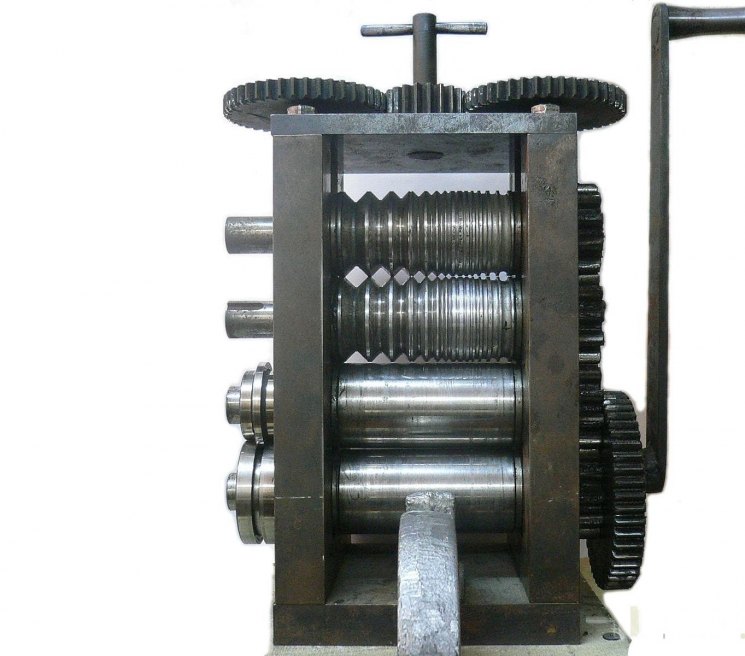
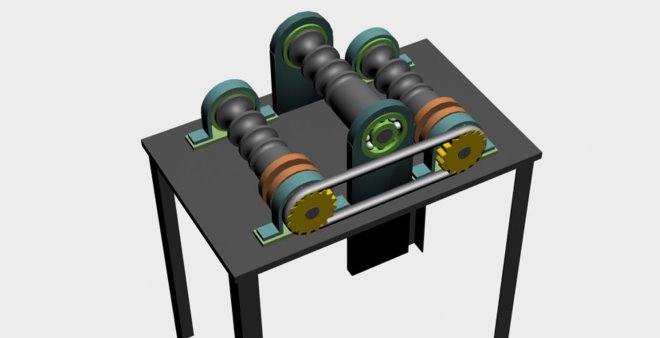
Трубопрокатный станок
При прокатывании длинномерных труб на станке смещают центр движения. За счет подобного смещения между вальцами образуется кривая. Один ролик давит изнутри радиального контура, а два других – образуют внешний контур будущего изделия.
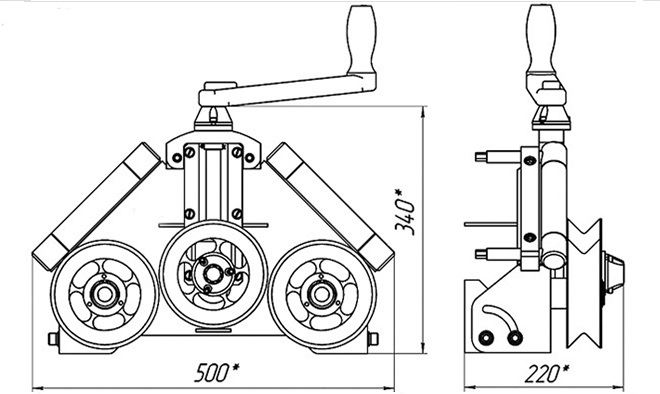
Чертёж трубогиба для протягивания профильных труб. Указаны все необходимые для изготовления размеры деталей:

Конструктивно подобное устройство выполняется на прочной опоре, изготавливаемой из швеллера. Нижние ролики располагаются в подшипниках. Обычно расстояние между ними не меняется (существуют варианты станка, где изменив расположение нижних роликов, создают другой радиус проката).
Сверху располагается верхний валик. Его можно перемещать по высоте. Двигая опорную часть по резьбе вниз, можно развивать значительные усилия. Они будут действовать на трубу в процессе прокатывания.
Чтобы совершать прокатку, нужно прилагать дополнительные протягивающие усилия в продольном направлении. Для этой цели устанавливается рукоятка. Вращая ее, можно заставить трубу двигаться в ту или другую сторону.
Для самостоятельного изготовления можно пойти другим путем. Из листа толщиной 2…4 мм вырезают стенки устройства, где устанавливают валики.
Упрощенная конструкция трубогиба:
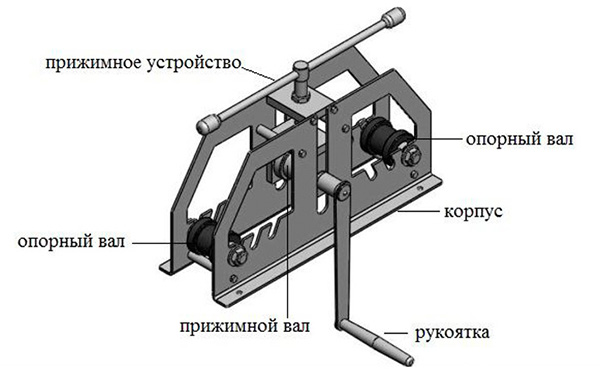
Самое сложное – это изготовить боковины, внутри которых располагаются:
- Опорные валы – 2 шт.
- Прижимной вал, размещенный на соответствующем устройстве.
- Рукоятка, позволяющая производить прокатывание профильной трубы.
Промышленные станки изготавливают с ручным или электрическим приводом. При изготовлении электрифицированного станка обязательно предусматривают возможность реверса. Тогда прокатывать можно, заставляя длинномер двигаться в обоих направлениях.
Источник: http://metmastanki.ru/valtsy-dlya-profilnoy-truby-svoimi-rukami
Станок усиления профильной трубы
Под усилением подразумевают формирование рёбер на углах квадратного или прямоугольного профиля в процессе прокатки на вальцах специальной формы.
Трубы с усиленным профилем характеризуются высокой прочностью на изгиб, применяются для создания изогнутых конструкций любой степени сложности.
Усиление профиля осуществляется на специализированном оборудовании.
Область применения
Для получения нужной конфигурации профильные трубы последовательно обрабатываются на станках для усиления профиля, кузнечном блоке и на трубогибе.
Трубогиб позволяет согнуть профильные трубы по продольному сечению по заданному радиусу. Такие изделия применяются при монтаже навесов, беседок, козырьков.
Усиление – необходимый этап подготовки профильной трубы к изготовлению завитка методом холодной ковки. Кузнечный блок позволяет создать декоративные элементы из труб с квадратным или прямоугольным сечением, изогнутых самым причудливым образом. Полученные изделия отличаются объёмностью, лёгкостью, низкой ценой.
Конструкция
Станок для усиления профиля по принципу работы и по конструкции во многом напоминает обычный прокатный станок.
Кроме станины и привода движения, основными узлами станка для усиления профильной трубы являются:
- Нижний (опорный) вал – 1 шт. Является ведущими, с его помощью трубы перемещаются.
- Верхний вал – прижимной. Осуществляет деформацию профиля – прижимает трубу к нижнему валу.
Подающий и приёмный валы надёжно крепятся на массивное основание (корпус), оно должно обеспечивать устойчивость установки во время работы. Механизм подачи обеспечивает вращение валов вокруг своей оси.
Технология процесса
Процесс усиления на простейшем станке выполняется последовательно, с двумя установками труб:
- 1-ый шаг – установка трубы на вальцы.
- 2-ой шаг – прокат первых 2-х симметричных сторон.
- 3-ий шаг — переустановка трубы (поворот на 900).
- 4-ой этап — прокат вторых 2-х симметричных сторон профиля.

Станок для усиления профиля
Усиление профиля выполняется на станке холодной ковки, оборудованном роликами для сдавливания профильной трубы перед гибкой в завиток.

Профильная труба
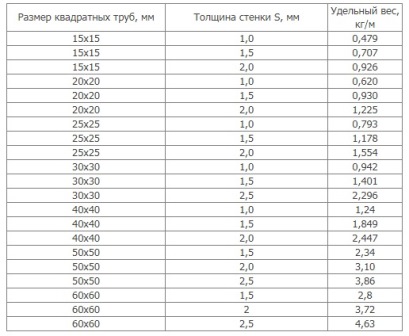
Процесс вальцовки зависит от толщины стенок профильных труб и марки материала, из которого они изготовлены
Приводной механизм
По принципу работы существуют разные виды проводных механизмов:
- ручной;
- электрический;
- гидравлический.
Станок с ручным приводом отличается простой конструкцией, компактностью, рассчитан на небольшие объёмы работ. Работать на нём сможет только физически развитый человек. Деформировать металл придётся при помощи мышечной силы.
Станок с электроприводом для усиления профильной трубы так же занимает не много места. Работает он от электродвигателя, производительность – высокая.
Оборудование с гидроприводом слишком громоздкое. Позволяет прокатать профильную продукцию с максимальными размерами. Предназначено для больших объёмов работ.
Функциональность
Повышенным интересом пользуются многофункциональные модули стационарного типа, которые оснащены:
- вальцами для усиления профильной трубы;
- вальцами для раскатывания концов заготовок в виде художественных элементов ;
- кузнечным блоком для холодной ковки.
Все операции выполняются без переналадки оборудовния и смены инструмента. Модули позволяют изготовить различные декоративные кованные элементы разного размера и требуемой формы.
Примером многоцелевой установки является блок усиления с прокаткой гусиных лапок (ПГЛ), выпускающийся серийно, приспособленный для нескольких операций:
- усиление по типу «гусиные лапки» (обжимка, сдавливание);
- раскатывание концов заготовки.
После такой обработки труба полностью готова для изготовления декоративного завитка на кузнечном блоке.
Источник: http://master-pmg.ru/oborudovanie/stanok-dlya-usileniya-profilnoj-truby.html
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.

Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Источник: http://met-all.org/oborudovanie/prochee/valtsy-dlya-profilnoj-truby-svoimi-rukami-chertezhi-video.html
Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.

Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Источник: http://sakhkor.ru/stanki/chertezh-valcov-dlya-prokatki-profilnoj-truby.html
Профилегиб без токарных работ: цена, детали, инструменты
Задумав сделать профилегиб своими руками, мастер задаёт себе вопросы:
- Потребуется ли токарка?
- Во сколько обойдётся самоделка?
- Не дешевле ли купить профилегиб в магазине?
Чтобы ответить на них, сразу покажем, что получилось у участника портала Pin008.
 Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.
Профилегиб сделан без использования токарного станка и легко гнёт профильные квадратные трубы сечением 2х2 см.А это пример работ, выполненных профилегибом.

Профилегиб-самоделка обошелся в 2 тыс. руб., сделан за 3 вечера и, по словам пользователя, окупил себя за половину рабочего дня.

А это видео, где показана работа этого самодельного трубогиба для профильной трубы.
Если вас заинтересовал самодельный станок для гибки труб Pin008, то для его изготовления вам понадобятся:
- подшипниковый узел UCP 204 – 4 шт.;
- швеллер прямой 8 (высота основания полки 8 см, ширина полки 4 см) – 2 м;
- ромбический домкрат от легкового автомобиля;
- подшипник 156704 – 3 шт.;
- резьбовая шпилька М20;
- гайки М20;
- шайбы под шпильку М20;
- звездочки от велосипеда – 2 шт.;
- велосипедная цепь.
Инструменты:
- болгарка;
- мощная дрель;
- сварочный инвертор.
Далее мы расскажем, как из этих деталей собрать самодельный профилегиб.
Источник: http://forumhouse.ru/journal/articles/8666-samodelnyi-profilegib-za-2000-rublei-detali-konstruktiv-razmery-i-neobhodimye-instrumenty
Трубогиб и его разновидности
Приспособления для сгибания труб классифицируют по следующим параметрам:
- По возможности перемещения. Существуют стационарные и переносные механизмы.
- По типу привода: ручные, гидравлические, электрогидравлические, электрические.
- По методу сгибания: обкаткой, намоткой, штоком (арбалет), прокаткой.
Рассмотрим подробнее способы воздействия.
- Обкатка. При этом способе работы один конец трубы фиксируется, для придания требуемой формы используют неподвижный шаблон. Для обкатки вокруг шаблона применяются прижимные ролики.
- Намотка. В этом случае заготовка прижимается к подвижному ролику, на который происходит намотка. Труба протягивается между роликом и упором, установленным в начале точки сгибания.
- Арбалетный способ. В арбалетном устройстве трубы фиксируются на двух неподвижных роликах, а сгибание выполняется шаблоном на подвижном стержне. Шаблон давит на среднюю часть закрепленного отрезка трубы, придавая нужный угол. В арбалетном методе давление сосредоточено в верхней части, что приводит к серьезному растяжению трубы по наружной части изгиба, поэтому не рекомендуется применять его для тонкостенных заготовок.
- Прокатка (вальцовка). В этом способе применяют специальное устройство, имеющее в основе два опорных неподвижных, и подвижный центральный ролики. Воздействие на изгибаемую трубу оказывает именно подвижный ролик, и от его положения зависит угол изгиба. Этот вид трубогиба наиболее универсальный, во всех остальных радиус изгиба зависит от применяемого шаблона.
Источник: http://instanko.ru/drugoe/valcy-dlya-profilnoj-truby.html
Виды вальцов
Какими они собственно бывают?
Механические
Простейшая конструкция – механические трехвалковые вальцы. Именно такие станки можно чаще всего встретить в продаже; их цена начинается примерно от 15 – 20 тысяч рублей. Как они устроены?
В полном соответствии с названием в основе конструкции лежит протяжка профтрубы тремя валками. Один из них может смещаться относительно двух других в направлении, перпендикулярном объединяющей их плоскости; для смещения используется винтовой механизм, что позволяет даже человеку с вполне заурядными физическими возможностями развить значительное усилие.
Один из валков снабжается рукояткой, позволяющей вращать его и тем самым протягивать изгибаемую трубу.

Простейшие трехвалковые вальцы.
Возможны несколько модификаций, позволяющих несколько улучшить эксплуатационные качества трубогиба:
- Объединение валков общей цепью обеспечит их синхронное вращение, предотвращая тем самым проскальзывание трубы.
- Вместо цепи может быть использована зубчатая передача.
- Использование закаленных валков увеличивает их ресурс в несколько раз.
- Кроме того, валки могут быть сменными, что позволит гнуть без замятий как профилированные, так и круглые трубы.
Электрические
В этом случае часть ручной работы перекладывается на электромотор.
В продаже можно встретить два варианта исполнения электрических трубогибов:
- В более простых решениях электромотор отвечает только за протяжку трубы. Позиционирование изгибающего ее валка производится вручную.

Станок с электрической протяжкой и ручным прижимом.
- Продвинутые модели вальцов используют электричество и для протяжки, и для смещения валка (разумеется, при посредстве редуктора, многократно увеличивающего усилие).
Гидравлические
В эту категорию попадают как мощные промышленные станки массой в десятки тонн, так и сравнительно компактные устройства. Их общая черта – использование гидроцилиндра: нагнетая давления масла в нем, можно развить огромное усилие на деформирующем валке.
Источник: http://sumkivtrende.ru/stanki-i-oborudovanie/valcy-dlya-profilnoj-truby.html
Особенности вальцовки на Новомосковском ЗМК
Новомосковский ЗМК располагает опытными кадрами, регулярно повышающими свой квалификационный уровень, и необходимым техническим оснащением, отвечающим строгим европейским стандартам.
Благодаря современным технологическим процессам и работе опытных мастеров каждый вид работ, связанных с гибкой труб из любых пластичных материалов, осуществляется оперативно и качественно. Любая технологическая операция выполняется в полном соответствии со всеми требованиями, предусмотренными для конкретного вида технологического процесса, с обязательным прохождением подготовительной стадии.
Источник: http://msmetall.ru/stanki/stanok-dlya-prokatki-profilya.html
Типы трубогибов
Трубогибы подразделяются на радиусного типа и арбалетные
В радиусных труба гнется вокруг стандартного сегмента и поэтому они имеют повышенную точность изгиба и широко используются в промышленности;






В арбалетных профили и трубы гнутся между двух 2 стоек специальным башмаком.

Источник: http://doorchange.ru/sovety/trubogib-svoimi-rukami-vse-vidy-chertezhi-foto-poshagovoe-rukovodstvo.html
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Источник: http://met-all.org/oborudovanie/prochee/valtsy-dlya-profilnoj-truby-svoimi-rukami-chertezhi-video.html
Изготовление станка для гибки профильных труб из металла
Работу по строительству самоделки пользователь разбил на ряд последовательных шагов:
- Прикинул размеры профилегиба.
- От автомобильного домкрата взял винтовую часть для изготовления нажимного винта.
- Примерил детали.

- Собрал корпус гибочного станка из швеллера.
- Изготовил ролики. Ось Pin008 сделал из резьбовой шпильки М20. Для этого он разрезал её болгаркой на куски необходимой длины.


Ролики смастерили из набора гаек, подшипников и шайб.

- Этапы изготовления нажимного ролика.

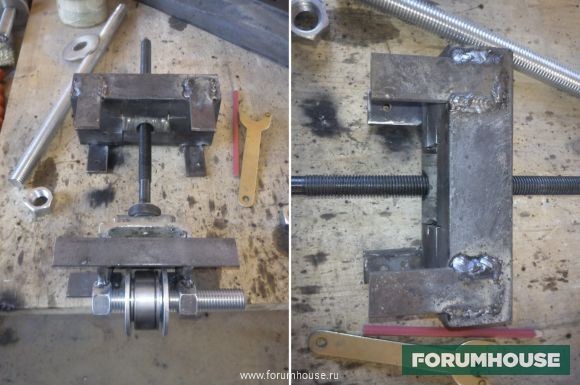
- Сборка станины профилегиба. Верхняя планка съёмная, для удобства установки нажимного ролика.


На фото ниже наглядно показано как сделать нажимной ролик для профилегиба.

Далее Pin008 изготовил контргайки. Делал он это так:
- Накрутил гайку на шпильку и законтрил её второй гайкой.
- Заготовку зажал струбциной, и распилил гайку болгаркой с тонким отрезным диском.
Конструкция в сборе.

Звездочки для цепного привода Pin008 прихватил к гайкам сваркой.
Далее Pin008 собрал профилегиб. Покрасил его и использовал по назначению.
Готовая конструкция.

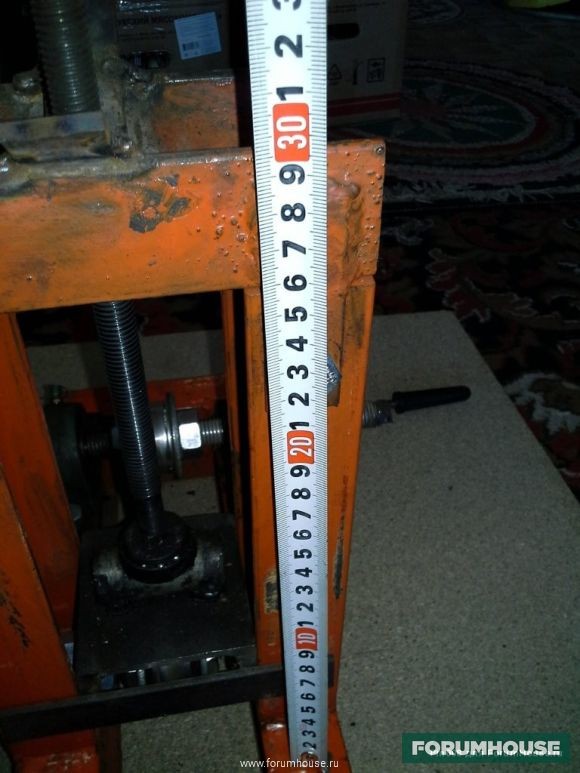
Т.к. чертежей самоделки Pin008 не сделал, то, для уточнения размеров станка, он приложил к профилегибу рулетку.
Высота профилегиба.

Pin008Участник FORUMHOUSE
Думаю, брать швеллер меньших размеров не стоит. Масса станины снизится и станок будет стоять неустойчиво. Делать расстояние между осями роликов меньше 300 мм тоже не следует. Иначе увеличится нагрузка на ролики, подшипники и у них лопнут обоймы. Отмечу, что ход прижимного винта настолько лёгкий, что он крутится одним пальцем.

При изготовлении самодельного профилегиба запомните, что, чем меньше осевое расстояние между роликами, тем меньший радиус заготовки гнётся на станке. Но увеличится нагрузка на ролики, а значит и подшипники. Радиус сгиба регулируется величиной опускания прижимного ролика, а она ограничена высотой центральной части станины и длиной резьбовой части нажимного винта.
Источник: http://forumhouse.ru/journal/articles/8666-samodelnyi-profilegib-za-2000-rublei-detali-konstruktiv-razmery-i-neobhodimye-instrumenty
Радиус изгиба
Независимо от устройства трубогиба, действует общая закономерность: чем больше толщина трубы (ее сечение, параллельное радиусу изгиба), тем больше минимальный радиус изгиба. Приведем значения, заявленные для своих станков одним из отечественных производителей – они довольно типичны.
| Размер трубы, мм | Минимальный радиус изгиба, мм |
| 15х15 | 280 |
| 20х20 | 280 |
| 25х25 | 280 |
| 30х30 | 325 |
| 40х20 | 325 |
| 50х25 | 400 |
| 40х40 | 900 |
Источник: http://sumkivtrende.ru/stanki-i-oborudovanie/valcy-dlya-profilnoj-truby.html
Делаем сами
Дома потребуются другие вальцы, не такие тяжёлые. Чертежи и фото некоторых модификаций представлены на сайте. Чтобы выполнить работу своими руками, потребуется небольшой, мобильный инструмент. Домашние вальцы бывают механическими и электрическими. Здесь приходится выбирать между экономией электроэнергии и объёмами затрачиваемых усилий.
Электрические приборы «кушают» электроэнергию, но профильная труба делается своими руками значительно быстрее, получается, как с завода. Механические аналоги не уступают в результатах, но работнику приходится применять усилие, чтобы изменить форму заготовки. В случае с электрическим прибором есть ещё один подводный камень. Мощность его бывает столь высокой, что алюминиевая проводка просто не выдерживает и выгорает. Об этом стоит помнить. Электрические вальцы выпускаются в разных модификациях, но популярны те, мотор которых мощностью от 500 до 1500 Вт.
Ручные аппараты не менее востребованные. Можно их сделать и своими руками. Для этого потребуется три валика, выполненные из прочной стали. Два из них располагаются на одной плоскости. К одному из валиков крепится ручка для вращения. Третий опускается сверху с помощью простого червячного механизма. Профильная труба меняет форму в результате продавливания её поверхности при вращении. Чертежи схемы приборов представлены здесь.
Источник: http://instanko.ru/drugoe/valcy-dlya-profilnoj-truby.html
Для чего нужны вальцы
Сгибание профильной трубы — процесс, выполнить который точно и аккуратно с помощью молотка, нагрева или мускульной силы практически невозможно. Приложение надавливания разной силы, отклонения в степени нагрева и усталость мастера приводят к отклонениям в геометрии готовых изделий. Если оно необходимо в единичном экземпляре, то с этим можно смириться. Как правило, для создания инженерных сооружений требуется несколько одинаковых по всем параметрам заготовок.

Только вальцевание прокатки на специальном станке является способом достижения подобного результата. Вальцы представляют собой механизм, состоящий из нескольких металлических валов и источника энергии, приводящего их в движение.
Источник: http://msmetall.ru/stanki/stanok-dlya-prokatki-profilya.html
Производственные и домашние вальцы
Не все модификации этого удивительного инструмента можно использовать дома. Как, Вы думаете, каким образом делается профильная труба? Конечно, с помощью вальцов. Делается это следующим образом. Лист металла скручивается в цилиндр, шов заваривается. Далее труба пропускается через вальцы. Под действием большого давления получается нужный профиль.
Чтобы проделать работу, нужны огромные усилия, поэтому профильная труба производится на специальном оборудовании. Вальцы, установленные на заводах, весят более десяти тонн. Как же такую работу выполнить своими руками?

Источник: http://msmetall.ru/stanki/stanok-dlya-prokatki-profilya.html
Для чего используется такое оборудование?
Прокатно-вырубные станки и иная техника для металлообработки чаще всего используется при создании конкретной формы металлической детали. Так как этот материал используется повсеместно, к его обработке подходят с надлежащей ответственностью и вниманием.
Прокатные станки для металлического профиля распространены повсеместно, однако многие и не догадываются, что сделать такое сложное оборудование можно самостоятельно. В силу того, что цена на подобное оборудование крайне высокая, мы наглядно рассмотрим пример, как своими руками изготовить прокатно-вырубной механический станок.
Ярким примером металлических деталей, где при изготовлении используется прокатный станок для профильных труб, являются присутствующие в каждом доме или квартире трубы или радиаторы батарей. Все эти изделия изготавливаются на металлообрабатывающем оборудовании, которое в силу изготовить самостоятельно без каких-либо навыков и глубоких познаний.

Источник: http://master-pmg.ru/oborudovanie/stanok-dlya-usileniya-profilnoj-truby.html
Арки для теплиц и парников
Разные виды теплиц используются в практике огородников
Металлокаркас теплицы 3·4 м:

Чаще всего выбирают трехметровые дуги. С торцов создают вход. Дополнительно устанавливают форточку, которую можно открыть, оставив дверь закрытой. Используют профильные трубы 20·20 и 25·25 мм.
Усиленная дуга арочной теплицы:

В зимний период нагрузка может достигать свыше 200 кг/м². Поэтому к наружному контуру приваривают изогнутую дугу внутри. Дополнительно варят радиальные связи. Теперь работает более жесткий контур, который выдержит высокое нагружение.
Парник стационарный «Бабочка»:

Небольшие конструкции парников можно делать стационарными и переносными. Они удобны тем, что для работы с выращиваемыми растениями не нужно заходить внутрь. Достаточно приоткрыть дверки, чтобы получить доступ. Парники получили название «Бабочка», так как они открываются в обе стороны. С торца приподнятые дверки выглядят похожими на крылья бабочки.
Парник «Хлебница»:

На грядках на весенний и осенний периоды устанавливают переносные парники «Хлебница». В этой конструкции дверка открывается подобно тому, как это вопрос решен в хлебницах. Она приподнимается вверх и перемещается вдоль задней стенки. Подобные устройства пользуются завидным спросом у овощеводов.
Теплица «Капелька»:

Стремление снизить снеговую нагрузку и создать прочный металлокаркас подвигает конструкторов на создание теплиц, похожих на каплю. Образующие стенок построены по сложным кривым. Верх остроконечный, снег скатывается вниз, не задерживаясь на поверхности.
Стыковка полуарок в теплице «Капелька»:

Внутри полуарки соединяются в центре каркаса. Подобное решение облегчает изготовление и доставку изделий на участок огородника. Остается изготовить половинки и собрать их на месте.
Конструируя теплицы, проектировщики рассчитывают на длину проката, а также рулонов поликарбоната. Стандартная длина профильных труб составляет 6 м. Согнуть их можно разными способами. Но остается условие, что между концами труб должно получиться расстояние 3 м.
Чертеж радиальной арки для теплицы из профильной трубы 20·20 мм. Дверной проем:
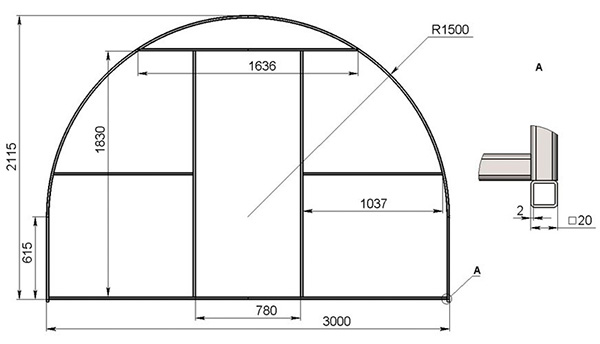
Самая распространенная конструкция выполняется по радиусу 1500 мм (наружный профиль). В ней в центре конструкции достигается высота 2115 мм. По бокам образующей дуги создаются вертикальные участки, их длина составляет 615 мм. Пользователи будут проходить внутрь через дверной проем шириной 780 мм. Высота проема 1830 мм достаточна для прохода людей среднего роста.
Практика показывает, что подобная теплица востребована в большинстве районов. Внутри достаточно места для размещения грядок и проходов.
Арка для телицы шириной 2800 мм:

Некоторым нравится использовать теплицу, имеющую несколько меньшую ширину (2800 мм). В ней высота в центральной части несколько выше, составляет 2195 мм. Здесь вертикальные участки по краям имеют высоту 795 мм. Радиус образующей кривой составляет 1400 мм (наружный размер).
Привлекает большая высота (2085 мм) и ширина (800 мм) дверного проема. Даже пользователи высокого роста будут свободно проходить внутрь, не сгибаясь при входе.
Для теплицы длиной 6 м требуется:
- 7 дуг, их расставляют на расстоянии 1 м друг от друга;
- для изготовления торцевых элементов требуется 33,3 м;
- продольные элементы между дугами суммарно составят 42 м;
- для изготовления металлокаркаса потребуется 20 профильных труб (6 м) . Расчет выполнен для профильной трубы 20·20 мм с толщиной стенки 1,5 мм. Общая масса составляет 99 кг.
Арка для теплицы типа «Павильон»:

При изготовлении конструкции типа «Павильон» создают усиленную дугу. Расстояние между вертикальными опорами составит 5400 мм. Используются профильные трубы 40·60 мм (стенка 2 мм). В качестве опор применяют трубы 40·40 мм (можно и большего размера при изготовлении навесов для автомобилей).
Усиление необходимо для того, чтобы подобная арка могла выдерживать снеговую нагрузку в зимний период, равную 200…220 кг/м². Их расставляют на расстоянии 1 м и покрывают сотовым поликарбонатом толщиной 6…8 мм. Для зимних теплиц используют поликарбонат толщиной 10 мм.
Чертеж малогабаритного парника хлебница:

Используя станок для прокатывания профильных труб, можно изготовить для себя и на заказ самые разнообразные дуги для теплиц и парников.
Republished by Blog Post Promoter
Источник: http://metmastanki.ru/valtsy-dlya-profilnoy-truby-svoimi-rukami
Способы монтажа несущих конструкций
При монтаже несущих конструкций состыковка элементов выполняется двумя способами:
- С помощью сварки. Соединение элементов сваркой отличаются прочностью и долговечностью. Особенно это важно в тех местах, где на соединение оказывается большое давление.
- С помощью болтов. Такое соединение более выгодно, так как не у всех найдется сварочный аппарат. Болтами могут соединяться элементы теплиц, навесов и стеллажей.
Несущие части, на которые планируется большая нагрузка, лучше выполнять с использованием двутавров или швеллеров. Эти элементы не так красивы, но имеют высокую прочность по сравнению с профильной трубой.
Источник: http://sakhkor.ru/stanki/chertezh-valcov-dlya-prokatki-profilnoj-truby.html
Какие есть на рынке
Хозяйственный рынок предоставляет широкий выбор трубогибочного оборудования, различающегося по разным параметрам. Станки могут иметь несколько роликов и даже направлений для одновременного загиба нескольких заготовок. Рабочая зона оборудована откидным или регулируемым валом.

Привод выводится на верхние и нижние валы или только на один уровень. Электрические и гидравлические устройства предусматривают возможность ручного вращения с указанием, какое усилие для этого потребуется.
Современные модели трубогибов классифицируются по таким критериям:
- силовой привод;
- габариты;
- вид обрабатываемого металла;
- толщина стенок профиля;
- диаметр (мм) роликов;
- максимальная длина заготовок.
Практически все станки имеют опцию реверса вращения прокатного механизма.
Источник: http://sumkivtrende.ru/stanki-i-oborudovanie/valcy-dlya-profilnoj-truby.html
Стоимость вальцовки труб
| Количество | Наружный диаметр трубы | Стоимость за 1 погонный метр |
| от 50 до 500 | 18 | 150, 00 руб. |
| более 500 | 120, 00 руб. | |
| от 50 до 500 | 20 | 150, 00 руб. |
| более 500 | 120, 00 руб. | |
| от 50 до 500 | 22 | 150, 00 руб. |
| более 500 | 120, 00 руб. | |
| от 50 до 500 | 25 | 150, 00 руб. |
| более 500 | 120, 00 руб. | |
| от 50 до 500 | 28 | 180, 00 руб. |
| более 500 | 150, 00 руб. | |
| от 50 до 500 | 30 | 180, 00 руб. |
| более 500 | 150, 00 руб. | |
| от 50 до 500 | 32 | 180, 00 руб. |
| более 500 | 150, 00 руб. | |
| от 50 до 500 | 34 | 180, 00 руб. |
| более 500 | 150, 00 руб. | |
| от 50 до 500 | 38 | 180, 00 руб. |
| более 500 | 150, 00 руб. | |
| от 50 до 500 | 40 | 220, 00 руб. |
| более 500 | 180, 00 руб. | |
| от 50 до 500 | 42 | 220, 00 руб. |
| более 500 | 180, 00 руб. | |
| от 50 до 500 | 45 | 220, 00 руб. |
| более 500 | 180, 00 руб. | |
| от 50 до 500 | 50 | 220, 00 руб. |
| более 500 | 180, 00 руб. |
ДРУГАЯ ПРОДУКЦИЯ:
- Фермы из профтрубы
- Топливные баки на заказ
- Ограждения из металла
Источник: http://msmetall.ru/stanki/stanok-dlya-prokatki-profilya.html